
加工事例
- HOME
- 加工事例
VA事例:全切削加工から圧造加工(ヘッダー加工)へ改善
Before
【全切削での問題点】
生産数量が上がらない。
穴の中の面精度が出ず、追加工が必要であった。
After
【圧造加工(ヘッダー加工)へ改善】
大幅な量産化が可能になった。
金型で製作するため、精度が安定した。
加工硬化により強度が上がった。
大幅なコストダウンになった。

VA事例:全切削加工から圧造加工(ヘッダー加工)へ改善
Before
【全切削での問題点】
数量が上がらない。
切削代が多く、コスト高となる。
After
【圧造加工(ヘッダー加工)へ改善】
従来、圧造加工では難しいとされていた長いテーパー部分を金型加工で量産化に成功。
大幅な量産化が可能になった。
金型で製作するため、精度が安定した。
材料の無駄がなくなった。
大幅なコストダウンになった。

VA事例:全切削加工から圧造加工(ヘッダー加工)転造加工(ローリング加工)へ改善
Before
【問題点】
全切削品だったため、十字穴ではなくスリワリであった。
このため、組み立てでの自動化ができなかった。
軸径の公差が厳しく、材質もSUSの生地品を使用しているため、コスト高だった。
After
【圧造加工(ヘッダー加工)と転造加工(ローリング加工)へ改善】
ヘッダー加工とローリング加工の組合せで、十字穴に変更し、ユーザーでの組み立ての自動化が実現した。
軸径公差をバニシング加工で要求を満たし、鉄+メッキに変更した。
大幅なコストダウンを達成した。

VA事例:製品搬送自動化による生産効率改善
Before
【問題点】
従来個別部品のプレス内のハンドリングは人手により行われていた。
長時間の連続運転が困難であり、コスト高となる。
傷害の危険性がある。
After
【自動機による搬送へ改善】
専用自動搬送機を開発し、連続運転を可能にした。
上流に供給装置、下流にコンテナを設置し、無人での連続運転も可能にした。
作業効率がアップし、作業者への危険性もなくなった。
人件費削減によりコストダウンが図られた。


VA事例:全切削加工から圧造加工(ヘッダー加工)へ改善
Before
【問題点】
材質がチタンで、全切削にて加工。
数量が上がらず、コスト高となる。
After
【圧造加工(ヘッダー加工)と転造加工(ローリング加工)と切削加工へ改善】
圧造+転造+切削加工に変更した。
切削部分が少なくなり、数量も上がるようになり、コストダウンに貢献した。

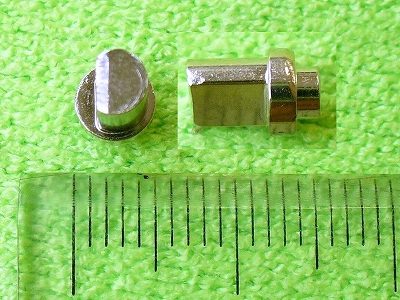
VA事例:削加工から圧造加工(ヘッダー加工)へ改善
Before
【問題点】
従来の圧造では異形状の加工は難しく、切削加工されていた。
コスト高となる。
After
【圧造加工(ヘッダー加工)へ改善】
搬送を工夫し、圧造可能とした。
コスト削減となった。
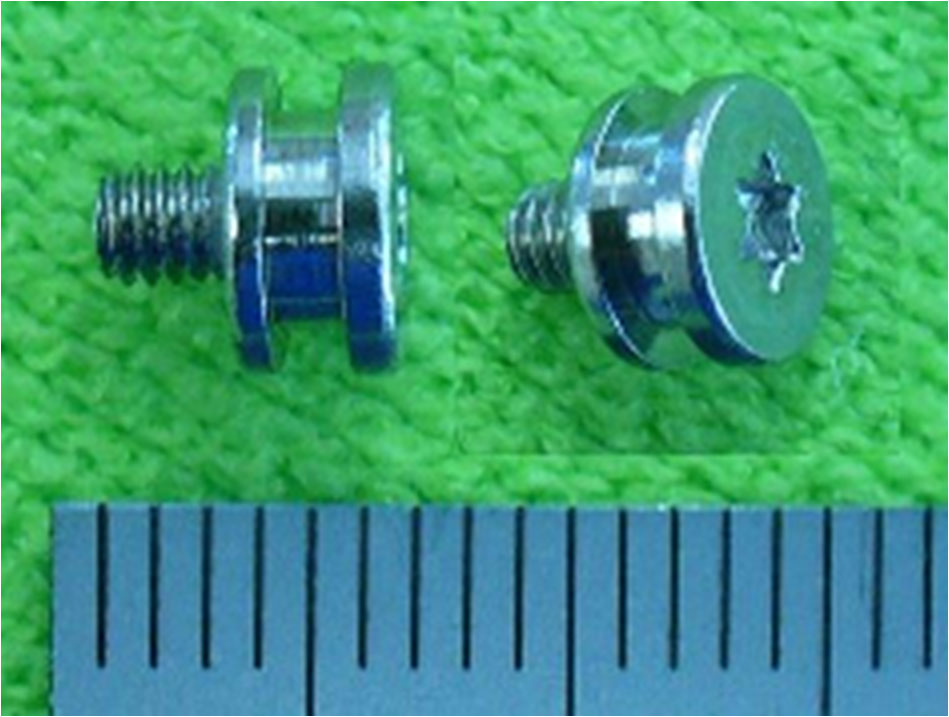
VA事例:圧造加工(ヘッダー加工)転造加工(ローリング加工)切削加工にて実現
Before
【問題点】
全切削ではヘクスローブが加工できない。
ねじ部が短く、溝加工時に把持することができない。
After
【圧造(ヘッダー加工)、転造加工(ローリング加工)へ改善】
圧造で頭部を加工する。
ねじ下径で長く圧造し、その部分をチャックすることにより自動化に成功した。
その後、もう一度オーバーチャックでつかみ、ねじ長さを出し、転造にてねじ加工を行った。